
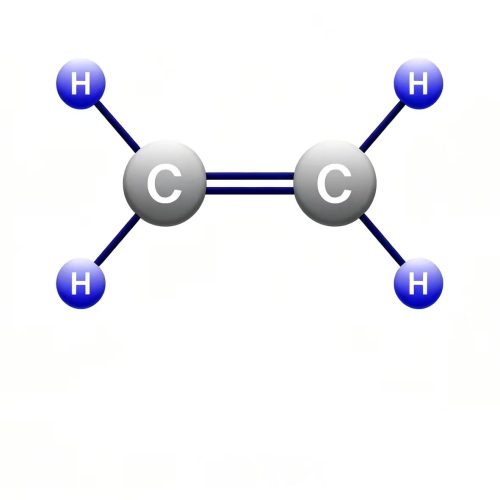
Ethylene
Core Equipment: Cracking Furnace: The "heart" of the ethylene unit, operating at 800–900°C. Main types: light oil furnace, ethane furnace, and millisecond furnace. Quench Heat Exchangers (TLX, SMX): Terminate side reactions, recover heat, and produce high-pressure steam for internal use in the unit. Cracked Gas Compressor: Multi-stage centrifugal type, boosting pressure to 3.0–4.0 MPa, accounting for a large share of energy consumption. Cold Box & Low-Temperature Distillation Towers: Achieve cryogenic temperatures of -100°C to -160°C, including demethanizer, ethylene distillation tower, and propylene distillation tower. Acid Gas Removal System: Includes two systems — amine scrubbing (MEA/DEA) and caustic scrubbing. Dryers and Selective Hydrogenation De-alkyne Reactors: Molecular sieve drying and selective removal of acetylene and methylacetylene.
Technology
Ethane Cracking: Highest yield and lowest cost Hydrogenated Tail Oil Cracking: Balanced production of ethylene, propylene and aromaticsProduct Introduction
Types and Characteristics of Equipment
Type
At normal temperature and pressure: colorless, flammable gas with a slight sweet odor, slightly lighter than air.Boiling point: −103.7°C, melting point: −169.4°C. It polymerizes readily and exhibits extremely high chemical reactivity.
Features
Almost all important polymer materials start from ethylene.Extremely wide application: downstream covers plastics, rubber, fibers, solvents, coatings, pharmaceuticals and others.Flammable and explosive: requires low-temperature, high-pressure, closed storage and transportation.High purity requirement: polymerization-grade ethylene purity is usually ≥ 99.95%.
Ethylene
Ethylene is a colorless, flammable gas and the most important basic chemical in petrochemical industry.
Ethylene
It is the raw material for polyethylene, plastics, fibers and other chemical products.
Basic Principles and System Composition
Basic Working Principle
Basic Production Principle
The mainstream industrial process for ethylene production is hydrocarbon steam cracking. Core principle: Under conditions of high temperature, short residence time, low hydrocarbon partial pressure and dilution steam, feedstocks such as ethane, naphtha and hydrogenated tail oil are cracked into low-molecular-weight olefins via thermal cracking. The main product is ethylene, with by-products including propylene, butadiene and pyrolysis gasoline. Main reaction:C₂H₆ → C₂H₄ + H₂Overall System Composition
Raw Material Pre-treatment System Desulfurization, dehydration and dearsenization of feedstock to prevent catalyst poisoning and equipment corrosion. Cracking System (Core) Consists of cracking furnaces and quench boilers to accomplish high-temperature cracking and rapid cooling. Quench and Fractionation System Lowers temperature and separates heavy oil, gasoline, water and other components from cracked gas. Cracked Gas Compression and Purification System Pressurization, removal of acid gases (CO₂, H₂S), drying and diolefin/alkyne removal. Cryogenic Separation System Based on differences in boiling points, rectification at ultra-low temperatures (below -100°C)separates products including ethylene, propylene, methane, hydrogen and C4 fractions.
Basic Principles and System Composition
Typical Process Flow
Raw Material Pre-treatment Raw material (ethane / naphtha) → desulfurization → dearsenization → dehydration → fed into cracking furnace High-Temperature Cracking Raw material + dilution steam → cracking at 800–900°C in cracking furnace → cracked gas Quenching High-temperature cracked gas → rapid cooling in quench boiler → termination of side reactions → generation of high-pressure steam Pre-fractionation Cooled cracked gas → fractionation tower → separation of cracked heavy oil and cracked gasoline Compression and Purification Cracked gas → multi-stage compression → CO₂ and H₂S removal by amine scrubbing / caustic scrubbing → molecular sieve drying → selective hydrogenation for alkyne removal Cryogenic Separation Cooled to low temperature → demethanizer for methane / hydrogen separationDeethanizer → ethylene distillation tower → polymerization-grade ethylene productMeanwhile, propylene, C4 fraction, cracked gasoline and other by-products are separated Product Storage and Transportation Ethylene → low-temperature storage tank (-104°C) / pressurized spherical tank → tanker / ocean-going vessel → downstream units
Multilingual Support
Multilingual professional foreign trade support

One-stop Logistics
Full logistics, customs clearance & shipping arrangement.

Complete Export Docs
Complete export documentation: inspection reports,etc.

On-time delivery excellence
Guaranteed punctual delivery via efficient production & logistics management.

After-sales & Tech Support
Timely after-sales & technical support for overseas clients.